



搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
<泰安>建贸机械设备有限公司 泰安钢筋笼盘丝机销售报价
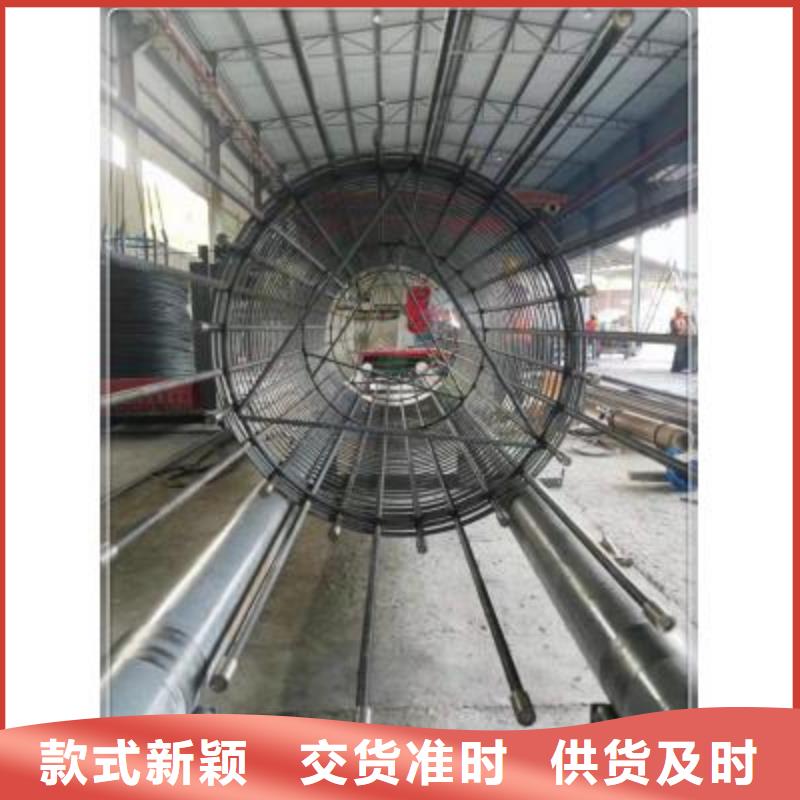
泰安钢筋笼盘丝机销售报价
全自动钢筋笼绕筋机可以*数控钢筋加工设备采用人机亲和度较高智能数控*,对所需的钢筋按预先设定好的程序进行加工,数控钢筋加工工艺精度高,充分保证了钢筋的定尺、调直、切断、弯箍精度,具备一次弯制合格率较高的特点,能源消耗都将大幅度*,相应设备流程布局合理,真正实现了省时、省力、省料、省地,有极大的推广应用价值。钢筋自动下料加工工程实例钢筋笼绕筋机钢筋数控自动下料加工施工技术成功地运用到泉州*城二期项目上,采用钢筋自动下料设备,保证了箍筋精度,大大*了生产效率,*了经济和社会效益,完善和*了钢筋*化作业水平。钢筋笼绕筋机自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。
 jmc1
jmc1
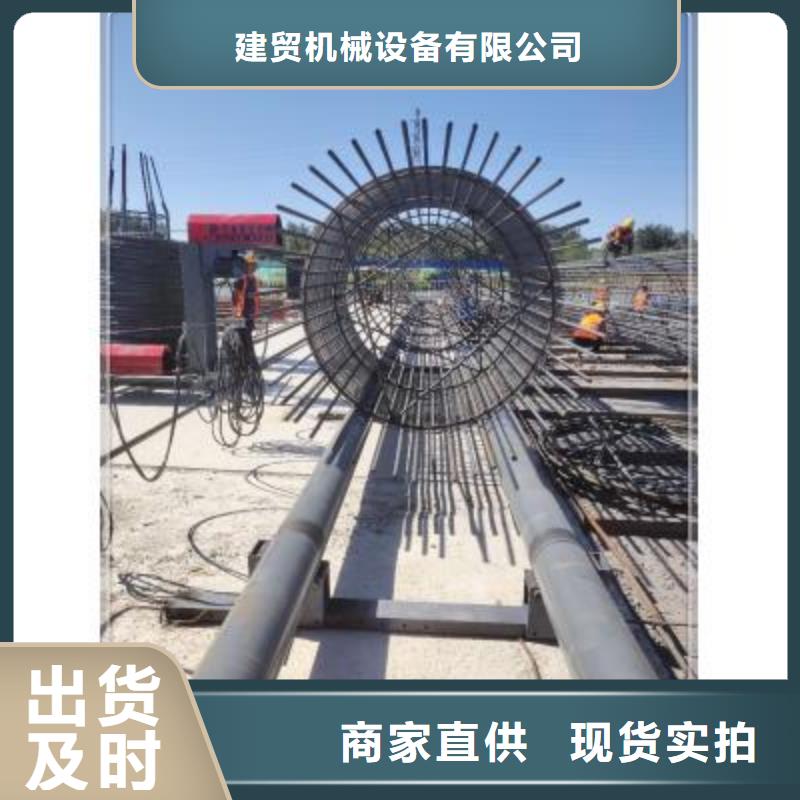
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
<泰安>建贸机械设备有限公司
用途概述 RLJ-3000型钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在铁辊上制作骨架)。 其标准节连接、长短按需组装方式的 产品 RLJ-3000型钢筋笼绕筋机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。 广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。 工作原理:钢筋笼绕筋机主机是采用摩擦传动原理---即钢筋笼平置于2组铁辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。 钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时配合生产钢筋笼的专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺过程 2;生产线工作期间不允许非生产人员触碰机械、工件。 3;生产前调试好各机械、部件及润滑。试运行各手动、自动功能 4;骨架成型后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产过程中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,旋转工件时采用点动,避免连续转动。 7;绕筋成型后必须断开绕筋,推开小车给钢筋笼出料让路 8;机械进行维修、更换机件、维护保养时不得开动机器 9;成型机机械须有良好的保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好的工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。